Objective With the development of science and technology and its needs in practical engineering, metal parts are often subjected to extreme conditions, such as high alternating stress, high temperature, high speed, and high corrosion. Therefore, solving the problem of repairing failed parts under extreme conditions is urgent and complicated. It is necessary to analyze and evaluate the failure mode and service life of parts and seek suitable repair materials and process methods. In this study, the hot working die of H13 steel commonly used in engineering is taken as the background, and the strengthening and repair under extreme conditions are taken as the starting point, and investigates the laser cladding strengthening and remanufacturing technology to strengthen various parts suitable for operation under extreme conditions. Repair provides a certain reference significance. Recently, there have been successful study results based on laser cladding; however, the study on Cr3C2-NiCr powder as a laser cladding material is relatively rare. Therefore, Cr3C2-NiCr is selected herein as the cladding material where Cr3C2, as a reinforcing phase, can improve the wear resistance, heat resistance, and hardness of the mold surface. Its physical properties resemble those of H13 steel, thereby reducing the melting cracking caused by material mismatch during the coating process. As an adhesive, NiCr can play a transitional role between the substrate and cladding material and improve the heat and corrosion resistance of the bonded part.
Methods Laser cladding technology is used to prepare a cladding layer of H13 and Cr3C2-NiCr composite powder on the surface of the H13 substrate. The microstructure and phase structure of the cladding powder and coating and the bonding characteristics of the coating and substrate are observed and analyzed using scanning electron microscopy (SEM), energy dispersive spectroscopy (EDS), and X-ray diffraction (XRD). The thermal fatigue property of the cladding layer is tested using a thermal shock test. The microhardness of the coating surface and section are measured using a microhardness tester. The influences of various factors on the wear resistance of the substrate and cladding layer are tested using a high-temperature friction and wear tester.
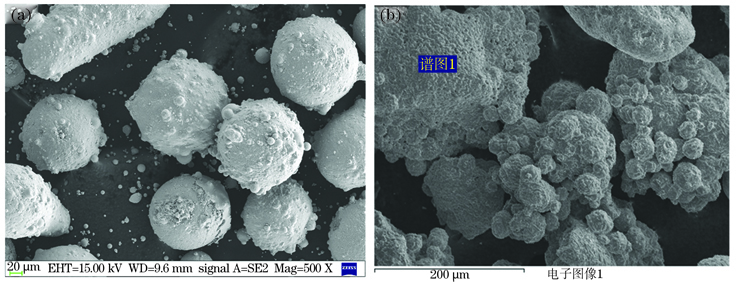
Results and Discussions The quality of the cladding layer of the Cr3C2-NiCr composite powder prepared via laser cladding is related to its volume fraction ratio. Compared with other proportioning schemes in the experiment, the cladding layer quality achieves the best performance using the ratio of 85%H13 and 15%NiCr3C2 (Fig. 2). The grain distribution of the cladding layer is uniform; the direction of the dendrite is generally along the substrate and points to the surface of the cladding layer at a certain angle (Fig.3). The structure in the cladding layer is dominated by dendrite, and the main phases are martensite, Cr3C2, Cr7C3, and carbide (Cr·Fe)7C3, among which the martensite diffraction peak is the most obvious (Fig. 5). The surface scanning atlas show that the binding mode between the cladding layer and matrix is metallurgical bonding (Fig. 4). Thermal shock tests show that sample No. 3 with this ratio scheme achieves the best thermal fatigue performance (Fig. 8). The microhardness of the cladding layer surface of the six samples are tested, and the microhardness of the cladding sample surface significantly increased compared with the substrate (Fig. 12 (a)). The surface microhardness of the cladding layer of sample No. 3 is measured. The results show that the surface hardness of the cladding layer is the highest, with a microhardness value of approximately 1100 HV. With an increase in the distance from the surface of the cladding layer, the microhardness value of the cladding layer decreases gradually. At 0.8 mm from the surface, owing to many carbides and aciculate martensite dispersed in the tissue, the hardness is approximately 790.65 HV (Fig. 12 (b)). Due to the occurrence of self-quenching in the surface of the matrix, the hardness increases compared with other regions of the matrix. The microhardness of the laser cladding layer increases by approximately 350 HV compared with that of the substrate, which can strengthen the surface of H13 steel. The wear resistance test of the cladding layer showes that under the same conditions, the wear depth of the cladding layer is lower than that of the matrix, indicating that the wear resistance of the cladding layer is higher than that of the matrix (Fig.13).
Conclusions Under the determined process parameters, the cladding layer quality of 85%H13+15%NiCr-Cr3C2 composite powder prepared via laser cladding achieves the best performance and the composite powder exhibits the Fe-Ni and Fe-Cr phases in the XRD pattern. The main phases of the cladding layer are martensite, Cr3C2, Cr7C3, and carbide (Cr·Fe)7C3, among which the martensite diffraction peak is the most obvious. This suggests that the martensite transformation is relatively complete in the structure obtained after cladding. After laser cladding treatment, the microhardness of the cladding layer is significantly increased and it increases with increase in the Cr3C2-NiCr content. The surface microhardness of the cladding layer is close to 1100 HV, which is approximately twice that of the substrate (570 HV). The average microhardness of the cladding layer (920 HV) is increased by approximately 350 HV compared with that of the substrate, achieving the purpose of strengthening the surface of the H13 steel. Under the same conditions, the wear depth of the substrate is significantly greater than that of the cladding layer, indicating that the wear resistance of the cladding layer is better than that of the substrate.